联轴器防护罩选型需重点关注动态密封性、抗冲击能力及检修便捷性,以下是专业选型指南:
一、核心选型参数表
| 参数维度 | 技术要点 | 选型标准 |
|---|---|---|
| 联轴器类型 | 柱销/齿式/膜片/万向节 | • 柱销式:全封闭防飞溅罩 • 万向节:可伸缩波纹管罩(适应角度偏转) |
| 转速范围 | 工作转速(rpm) | • ≤1500rpm:1.5mm钢板 • 1500~5000rpm:2mm钢板+内部吸能层 • >5000rpm:铸造铝合金(动平衡处理) |
| 位移补偿量 | 轴向/径向/角向位移(mm) | 罩体长度 ≥ 最大轴向位移×1.2 + 联轴器长度 |
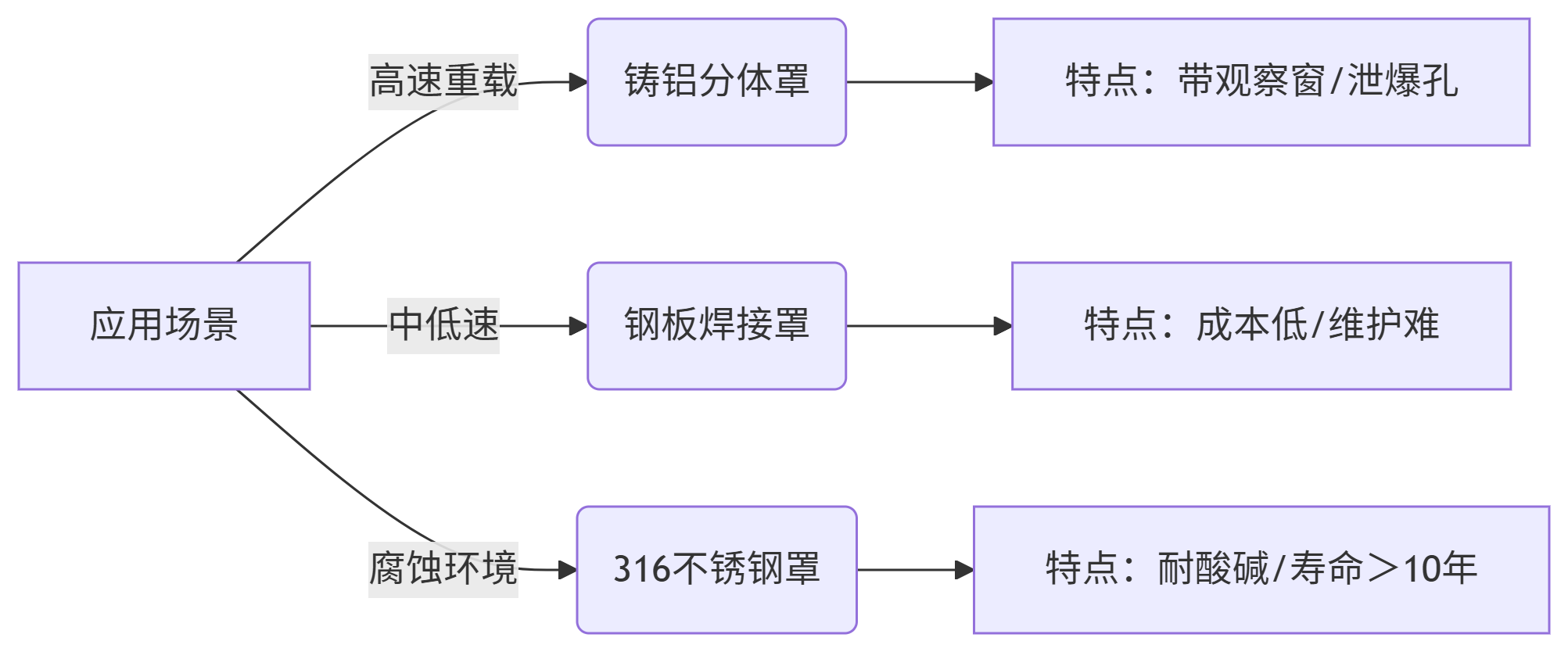
| 危险能量等级 | 动能 = 0.5×Iω²(I:转动惯量,ω:角速度) | 动能>10J时需双重防护结构(外壳+内衬格栅) |
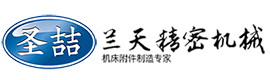
二、结构选型方案
1. 封闭式金属防护罩

2. 可伸缩式防护罩
-
波纹管型:适用于≤30°角偏转(如万向联轴器),行程补偿量±50mm
-
栅栏伸缩型:平行连杆结构,适用大位移补偿(±150mm),通风散热好
三、安全性能强制要求
-
防护等级
-
基本层:防止Φ12mm探棒接触旋转体(ISO 13857)
-
强化层:内衬格栅间隙≤5mm(防手指插入)
-
-
抗冲击试验
动能等级 测试方法 合格标准 <50J 1kg钢球1m自由落体 无断裂/永久变形 50~200J 液压冲击台模拟碎片撞击 内衬层不穿透 -
静电导除(化工防爆场景)
-
表面电阻≤1×10⁶Ω
-
接地端子间距≤1m
-
四、特殊工况设计要点
高温环境(>80℃)
-
材料:310S不锈钢或陶瓷纤维复合板
-
总面积≥罩体15%
-
热膨胀间隙 = 0.12mm/m×ΔT(℃)×长度
粉尘防爆区(Zone 21/22)
-
符合EN ISO 80079-36标准
-
采用无积尘斜面设计(倾角≥60°)
五、安装维护关键项
-
快拆结构
-
铰链式:单侧旋转开启(检修时间<3min)
-
滑轨式:水平抽拉设计(适用狭窄空间)
-
-
对中校准口
-
激光对中孔:Φ50mm可密封窗口
-
振动检测口:M20螺纹传感器接口
-
六、选型验证流程
七、典型错误案例警示
-
失效案例:某风机联轴器罩用尼龙格栅 → 高速碎裂击穿控制柜
正解:5000rpm以上必须用金属内衬 -
违规案例:防护罩与联轴器间隙仅10mm → 检修时扳手被卷入
正解:静态安全距离≥85mm(EN ISO 13857表4)
终极选型公式:
合格防护罩 = 全包围结构 × 动能匹配材料 + 位移补偿设计 + 快速检修通道

